
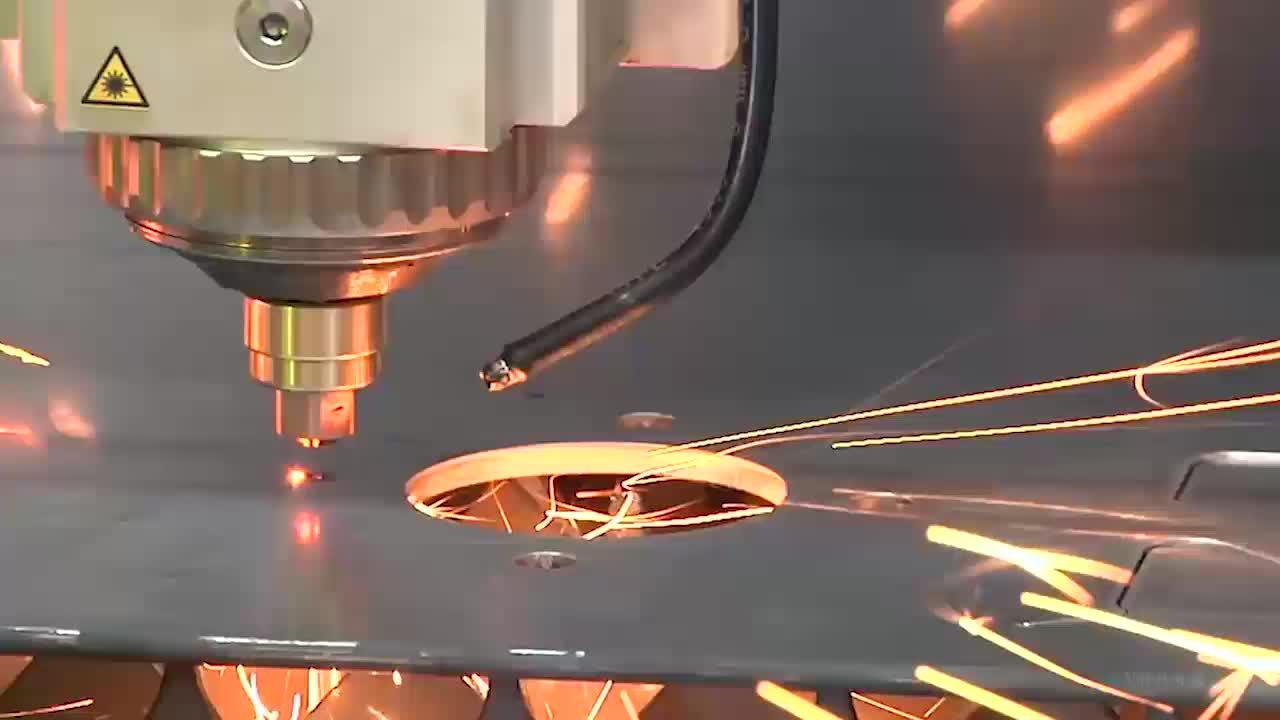
A lézeres vágógép hatékonyságát meghatározó főbb tényezők a következők:
1. A folt mérete, amikor a lézersugár áthalad a fókuszon
A kis folt, amikor a lézerre fókuszál, ami nagyon precíz, különösen a kis repedés, a folt elérheti a 0,01 mm-t.
2. A munkaasztal pontossága határozza meg a vágás megismételhetőségét.
Minél nagyobb a munkaasztal pontossága, annál nagyobb a pontosság.
3. Minél nagyobb az alkatrész, annál kisebb a pontosság és annál nagyobb a különbség.
Mivel a lézersugár be van kapcsolva, a repedés is bekapcsolódik. A 0,3 mm-es rozsdamentes acél kisebb, mint a 2 mm-es lyuk.
4. A munkadarab anyaga némileg befolyásolja a lézeres vágás pontosságát.
Ugyanilyen körülmények között a rozsdamentes acél nagyobb tisztítóképességgel és puhább felülettel rendelkezik, mint az alumínium.
5. A lézervágó gép vágási minősége jó. A vágási szélesség keskeny (általában 0,1-0,5 mm), a pontosság nagy (általában a középső furat hiba 0,1-0,4 mm, a mérési hiba 0,1-0,5 mm), a felületi érdesség pedig a bemetszés. jó (általában Ra 12,5–25 μm), a furatok általában további feldolgozás nélkül hegeszthetők.